This box reveal may not be quite as dramatic as the ending of “Seven,” the ’95 serial killer thriller that blew moviegoers’ minds, but the ITM team is throwing open the latches nonetheless.
In this case, our team is taking you on a quick tour of a recently deployed Rugged Data Acquisition System. These particular black boxes of tech are riding around on high-dollar fracking equipment to remotely monitor all sorts of triggering events. Our crew builds them on the regular, and the end result is that our clients can better understand what sorts of stress, strain and vibration is taking place both en-route to their site and once operations begin.
ITM is known for building rugged measurement systems and data logging solutions that are deployed on everything from Class A trucks, to well frac trailers, to dam and bridge structures, oil pipelines, gensets, boilers and more.
So, without further ado, what’s in the box?
We recommend a handful of essential components and elements if you are looking to build your own rugged measurement system:
You’ll need industrial grade connectivity, and you can’t beat Peplink’s cellular router options. And remember to outfit that unit with an AT&T or Verizon plan and get that activated card installed.
A remote desktop application is a must, and we usually turn to LogMeIn for our remote access and file management. This allows us to pull up any of our units no matter where they are in the world to check in on status or grab some data for our clients.
Speaking of data, depending on your job, you’ll likely need lots of data storage capability. Our preference is a 2 terabyte USB drive, which gives us an almost unlimited amount of space. If needed, we can store about six months worth of data before hitting capacity.
Since our industrial PC is running Windows, we use iTestSystem, our proprietary engineering measurement software platform that enables test engineers to organize, acquire, view, and analyze data from machinery, processes, vehicles and other complex systems.
To complete the box, our industrial PC is connected to an NI c-DAQ outfitted with strain, vibration and voltage modules.
What about power you ask? In our fracking instance, we connected to an alternator which charges a bank of batteries in the RAC.
So there you have it. That’s what’s in the box. Build your own, or get in touch with our team, and we’ll customize a system for your specific needs.
We also install and service all of our equipment. So if something breaks in the field, we can get you back up and collecting data or even assist with data analysis.
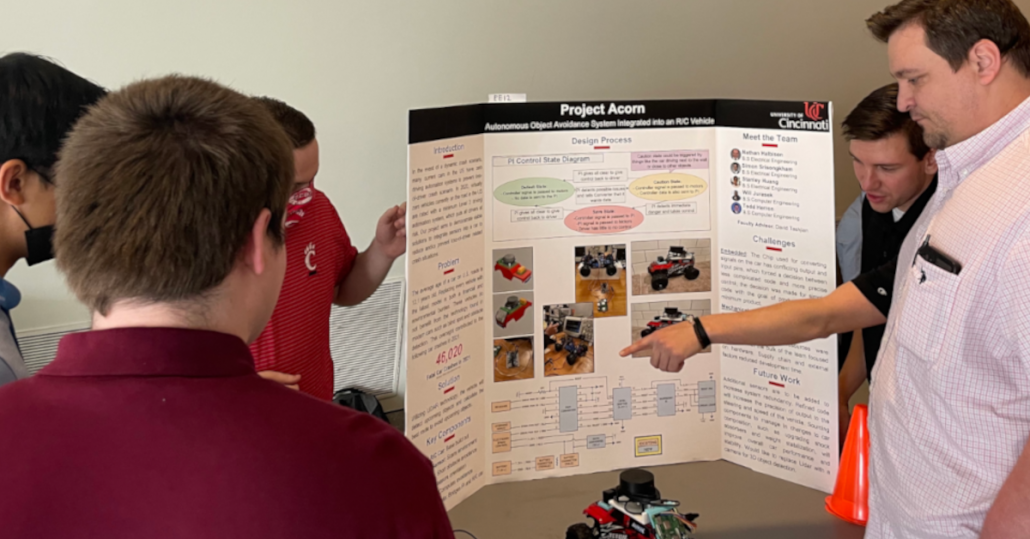
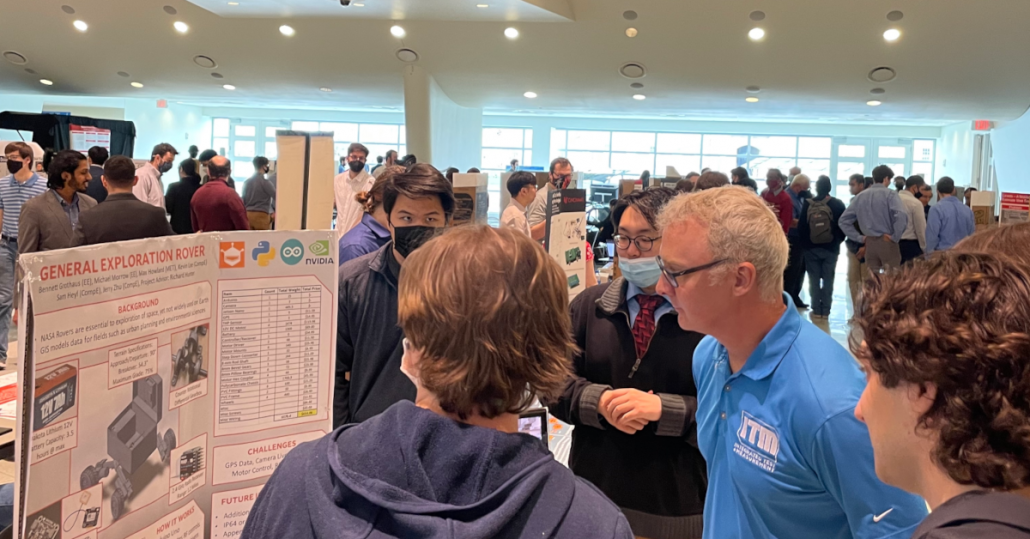
The team at ITM spent half a day at the University of Cincinnati recently in an effort to invest in the next generation of engineers.
Integrated Test and Measurement President and Founder Tim Carlier volunteered to judge senior capstone projects developed by students in UC’s College of Engineering and Applied Science. Joining Carlier inside Great Hall of UC’s Tangeman University Center were Josh Fishback, ITM’s administrative director, and Chase Petzinger, a computer engineer with the Milford, Ohio, engineering firm.
A few of the projects they judged included a Mars Rover prototype, a homemade emergency rescue drone and an autonomous object avoidance system that uses lidar technology to prevent crashes.
As a whole, ITM’s crew left campus feeling encouraged by the impressive engineering skills, presentation styles and ingenuity of UC’s students. For Carlier, a day like this is an opportunity to connect with young people entering the industry. While he is always on the lookout for potential co-op connections or to recruit talented employees, building relationships and supporting young engineers is the main objective.
“These guys and gals are going to be out in the workforce, and they will have jobs that could use our services someday,” said Carlier. “It is exciting to see how well they are doing.”
For Fishback and Petzinger, both UC alumni and former track and field athletes, it was a chance to return to their alma mater.
“It is always good to come back and see how UC has progressed,” said Fishback, an accountant who graduated from UC’s Lindner College of Business. “I like seeing how the students carry themselves and how they present their senior design projects. I was pretty impressed.”
Petzinger was excited to see his favorite professor’s name — Thomas Mantei — had been added to UC’s Engineering Research Center. He also found it helpful to learn what types of programming languages today’s students are favoring.
“They are doing a lot more web-based machine learning now than when I was on campus,” said Petzinger. “It is pretty interesting to see the direction things are going. They knew their stuff. I didn’t have a single student stumble over a technical question that I gave them.”
Carlier handed out business cards to those he engaged with and invited them to connect on LinkedIn so he could follow their career achievements.
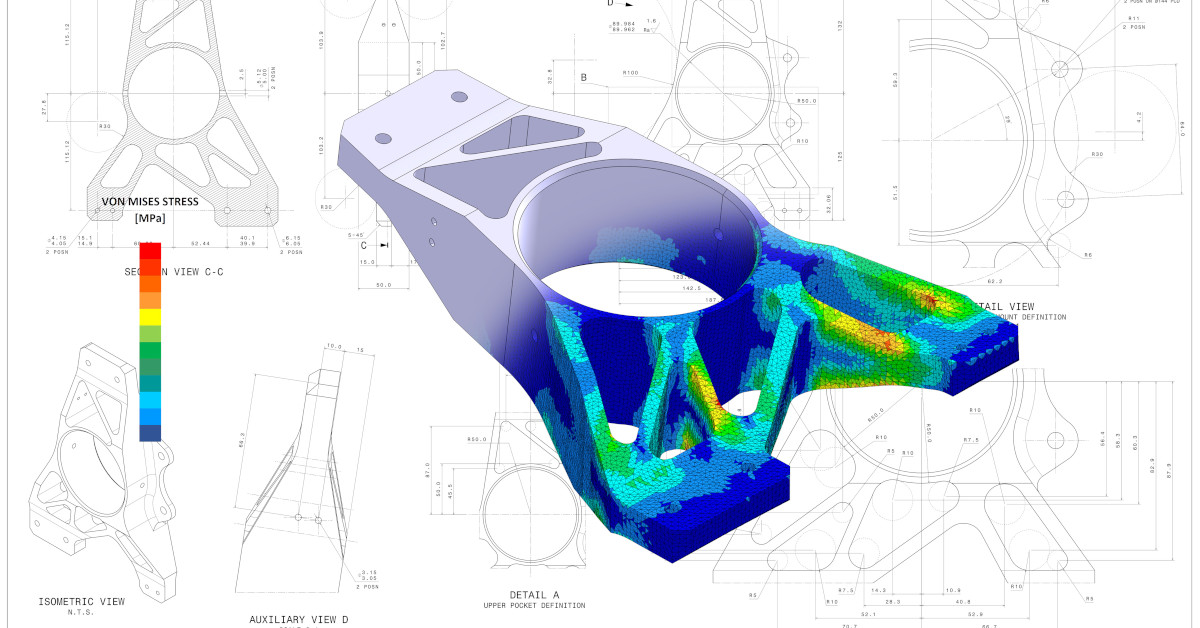
Design Validation Finite Element Analysis (FEA) using strain gauge measurements.
Endless Testing Options Through Finite Element Analysis (FEA)
Whether our customers need us to validate their Finite Element Analysis (FEA) models or perform both the physical testing and the FEA, our engineers are used to helping customers with complex testing and analysis of high-value equipment.
As a recent example, our team is involved in a large-scale project to do engine testing for a client that requires ITM to do both the physical testing as well as the FEA simulations. This requires using a custom high-channel count telemetry system to transmit engine data to a receiver that is sampling at an extremely high rate.
“Once you are able to bring in the test data and compare it to the simulated data, you are able to fine tune your FEA simulation to better reflect the real-world application,” said ITM engineer Ryan Matthews. “We can also simulate the test in software and predict how it is going to react to the test when we can actually measure such things as strain, stress and vibration.”
Matthews points out that FEA technology also helps the team determine the precise best placement of strain gauge during physical testing. And depending on complexity, a single simulation can take a few seconds or months to run.
For obvious reasons — mainly the cost of bringing high-value assets to failure — running repeated strain gauge tests on components simply isn’t feasible, but ITM’s in-house capabilities and close partnership with sister firm SixDOF opens up endless FEA simulation options to clients.
“Sometimes you are only going to be able to test a structure or a part once before it fails,” says Matthews. “So it becomes crucial to do a limited number of physical tests then correlate that to your FEA. Then you can pretty much run unlimited simulations.”
Complex data acquisition or custom software solutions? Right in our wheelhouse.
At ITM, these kinds of challenges have become commonplace in our lab, but one recent project that hit our doorstep stretched our engineers, and not for the reasons you may be thinking.
Our customer wanted an old-school manual operator control station. Think classic-style red and green, push-button start and stop controls, which they wanted to energize various parts of a large test cell for a military marine application.
The ask was a bit out of ITM’s typical range of services simply because most systems they develop don’t require manual control stations to run their equipment. Instead, their customers usually opt for computer-controlled testing, which ITM crafts regularly. Still, the job required a complete CAD design, a custom cabinet enclosure and hundreds of electrical components to be designed and assembled, which our team successfully delivered to the satisfaction of the client.
Modern Integration
The same customer also wanted to be able to collect complex data from the tests, and ITM, of course, delivered on this challenge as well thanks to its proprietary iTestSystem software, which computer engineer Chase Petzinger deployed to build a custom DAQ.
iTestSystem is an engineering measurement software platform that enables test engineers to organize, acquire, view and analyze data from machinery, processes, vehicles and other complex rugged measurement systems. iTestSystem was specifically designed for use with NI cDAQ or FieldDAQ hardware for data collection and data logging, so it was no stretch to equip it to pull down data from the military equipment test.
In the end, the job required running new-school modern technology to handle the data collection and reporting simultaneously alongside the old-school analog operator control panel. From successfully assembling hundreds of electrical components to deploying custom software that can handle hundreds of channels of data from a wide variety of sensors at once, ITM truly showed its range on this project.
For more information about our iTestSystem or ITM’s testing services, contact Ryan Welker @ (844) 837-8797 x702.
https://itestsystem.com/wp-content/uploads/2021/08/ControlPanel_Buttons_On.jpg6281200Ryan Welkerhttps://itestsystem.com/wp-content/uploads/2020/05/itmlogo_Horizontal_3x1.pngRyan Welker2021-07-12 11:10:132023-07-28 23:47:40Going Old School to Deliver New Solutions
This video shows how to install a strain gauge on a curved surface using M-Bond AE-10 two part epoxy. Watch an ITM test technician walk through each step of the M-Bond AE-10 strain gauge installation procedure.
A commercial airliner touches down and brakes safely so hundreds of passengers can exit at their destination. A solid rocket booster separates from a space flight as the main payload overcomes gravity to head into orbit. A military drone completes its mission over enemy territory.
In a very real way, the team of engineers at Integrated Test and Measurement (ITM) goes along for the ride during plenty of crucial moments in the aerospace realm. From doing data collection to measure the stress load of an airplane’s landing gear to installing strain gauges on rocket components to gather more than a thousand channels of data, ITM’s testing and measurement services are going to incredible heights.
Ryan Welker, ITM vice president of operations, says their aerospace partners most often turn to the Milford, Ohio, engineering service and software company for their expertise in testing and design validation, particularly if the project involves complex strain gauge work.
“A lot of times when you are dealing with aerospace requirements, it involves challenging materials. You aren’t just working with steel, and it’s quite a bit different installing strain gauges on titanium or carbon fiber. It makes the installation process a little more challenging, but we’ve been taking tough measurements in extreme environments around the globe for 20-plus years. Our experience in strain gauging is more of an art than a science.”
Welker points out that ITM won’t hesitate to put boots on the ground for their aerospace partners who have complex challenges. That was the case when a high-end aerospace company rang him up in desperate need of structural testing on a crucial component ahead of a launch. Though the job would require several people on-site for multiple months, Welker and team made it work. They installed strain gauges around the clock for three months so their client could complete crucial validation testing on a design. ITM delivered, and the client made their deadline.
Often during these intricate instrumentation processes, the ITM team employs the capabilities of their custom iTestSystem software to monitor stresses during complex assemblies. Aerospace companies may also rent ITM’s custom-built acquisition hardware to record data, even if it means that ITM needs to conduct onsite demonstration, support or help with analysis.
“We don’t just offer the ability to run a test,” says Welker. “We train your folks to use it.”
In the end, ITM offers innovative test solutions and a range of aerospace testing services designed to help the industry develop superior products and processes.
Key Services for Aerospace Clients
Strain Gauge Installation
Installing strain gauges in the field for structural and fatigue measurements requires expertise and experience. Our field service technicians and engineers have installed strain gauges on structures and machinery around the globe for decades. Whether you use our iTestSystem software to stream and analyze strain signals for static measurements and real-world fatigue data acquisition, or contract our software engineers to build a real-time strain monitoring system, we will make sure you acquire quality strain data for your aerospace project.
Structural and Mechanical Testing
Our team of engineers have decades of experience in performing structural testing in aerospace and many other markets. Testing services include Impact Testing and Modal Analysis, Structural Dynamics Operating Tests, Data Logging and Unattended Data Acquisition.
Our engineers can assist you with any part of the testing process. This includes test planning, onsite sensor installation and data acquisition and remote test monitoring.
High Channel Count Structural DAQ Systems
In our work, we often collect strain, vibration, voltage, and other signals simultaneously that require well over a thousand total sensor channels. Network synchronization technology embedded within the NI cDAQ chassis allows users to account for the sheer number of channels during these structural tests. The true secret to our success in these high-channel jobs has been our iTestSystem software which leverages the cDAQ’s synchronization technology while providing an intuitive data acquisition and sensor configuration and setup.
Rugged Data Acquisition Systems for Rent
If the right tool doesn’t exist, build it. For years that has been the approach ITM engineers have taken when it comes to gathering data and building tests for clients. And after decades of performing structural testing in aerospace, off-highway, automotive, industrial and many other environments, we’ve built up an impressive line of custom Rugged Data Acquisition (RAC) Systems which will perform under harsh testing conditions.
https://itestsystem.com/wp-content/uploads/2020/10/Launch-Pad.png6281200Tim Carlierhttps://itestsystem.com/wp-content/uploads/2020/05/itmlogo_Horizontal_3x1.pngTim Carlier2020-10-13 11:15:002023-07-29 00:16:21ITM Going to New Heights with Aerospace Clients
https://itestsystem.com/wp-content/uploads/2020/07/IndustrialProcess.jpg6281200Mark Yeagerhttps://itestsystem.com/wp-content/uploads/2020/05/itmlogo_Horizontal_3x1.pngMark Yeager2020-07-08 10:00:002023-07-26 18:06:27Process Optimization with Embedded Monitoring Systems
If the COVID-19 pandemic has proven anything, it is that we live in a business climate where efficiency and accuracy have never been more important. In other words, none of us can afford to make costly mistakes.
With that in mind, I’d like to share some tips for you to consider when it comes to this important question: How Do You Estimate Test Engineering Services Costs?
For engineers, testing engineers and managers who find themselves estimating jobs, getting this step right will prove crucial not only to the success of your projects and bottom line, but also to the trust you build with your clients.
Define the project scope of work
The most important requirement is to properly define the project scope of work. This will not only help you determine the necessary hardware, software, and resources required, but it will also help you identify the customer’s expectations and project deliverables. Properly defining the scope of work will help eliminate or minimize overall project time, as it will prevent delays both during the preparation phase and testing phases. Defining the scope of work will require a deep-dive discussion with your client to fully understand their challenges and goals. Remember not to leave vague language in your proposals. In other words, be sure to define who is responsible to provide all that will be needed to fulfill the project. Without a clear definition of the requirements and deliverables, it leaves a lot open for misinterpretation and expectations.
Materials costs are key
With a properly defined scope, we next must determine what, if any, materials we need to procure. These include sensors, DAQ hardware and other installation supplies. Don’t forget to include the amount of time that will be required to prepare all the materials and hardware. Think through such things as what it will take to package the DAQ hardware for any special environmental requirements. Also, be sure to consider the time it will take you to set up the software configuration file and test all the hardware and sensors prior to deployment.
Onsite costs are relative
We also need to consider the onsite testing requirements and location specifics. Costs can mount quickly to cover general travel and living expenses, particularly when the job will take your team to remote places for extended periods of time. You need to think about daily commutes to and from the facility as well as the cost variance for different geographic locations. Flights, vehicles, hotels and meals are crucial to estimate as accurately as possible, and that’s going to take extra research on your part. Keep in mind that travel costs are NOT one-size-fits-all.
Build in the value of analysis
Some projects require analysis support and some do not. It all depends on the customers’ resources and requirements. We serve customers by providing raw data files and allow them to perform their own analysis, but we also have experience providing a complete turnkey solution including data analysis. This requirement obviously needs to be defined up front in order to accurately estimate the opportunity.
Hidden costs are crucial
You need to consider everything when estimating a project, and this commonly involves “access to the instrumentation areas” for our projects. We typically work on large, complex equipment that sometimes require additional tools and resources to access the sensor locations. This could include manlifts, scissor lifts, cranes, rope access and scaffolding. Since the equipment is quite large, you need to think about the amount of signal cable required and evaluate that against deploying a network of DAQ chassis which may be a cheaper solution than routing all sensors back to a single DAQ system. It will also be key to build in language and costs in your estimates to address unforeseen delays. For example, include factors that lie outside of your team’s control — resources not being available, no access to equipment, or even poorly performing equipment that will not allow your team to record good data.
All sensors and gauges are NOT created equally
Sensor installation can vary from a couple minutes to a couple hours depending on the application. The same is true of strain gauges. Depending on the testing environment, strain gauges can be installed quickly or become an arduous task. Some applications involve very high temperature and moisture concerns and may also need to survive for long periods of time, which may require a more robust epoxy that requires a heat cure before data can be recorded from the strain gauges. Some applications involve no environmental concern and are only needed for a very short duration. In these cases, the gauges can be installed quickly after surface prep using an industrial type fast curing epoxy. Similarly, some applications may benefit from using weldable gauges that can simply be tack welded to the specimen. This eliminates any challenges and reduces installation time by using special epoxies. These are typically much more expensive, so you must evaluate the economics of this option. In either case, the surface must be properly prepped (ground, sanded, polished) to the base material to ensure a good bond to the test piece.
Consider variable labor and expense rates
Our labor rates vary by skill level. Senior engineering and programming labor, for example, costs more per hour than our regular engineering and programming labor. Similarly, sending a senior technician will cost more per hour than a technician. Finally, as is common, materials and expenses are estimated at cost plus 10%. Labor Rates Link
Ryan Welker is a 25-year veteran in engineering, procurement and project management. Ryan currently serves as a Vice President of Operations at Integrated Test and Measurement (ITM) in Milford, Ohio. In this role, he oversees the daily operations and monitors all phases of project fulfillment, including customer inquiries, proposal development, scheduling and manpower, employee training, on-site installations, customer follow-up, and support.
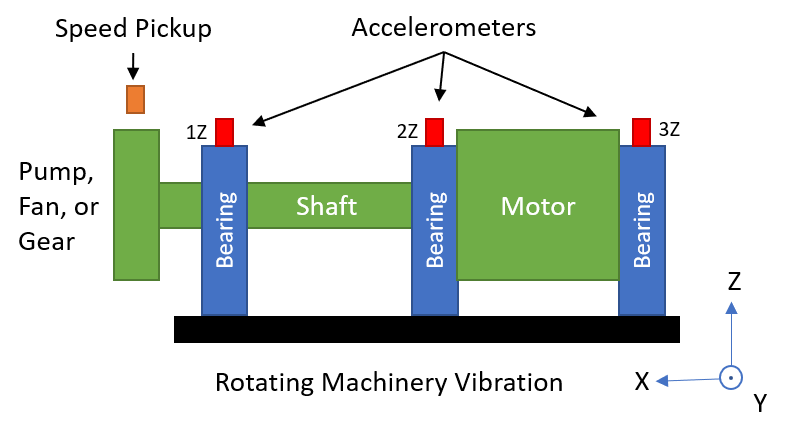
Choosing an accelerometer for rotating machinery vibration measurements can be a daunting task since there are so many options available. This blog outlines the characteristics you should consider when choosing a piezoelectric single axis accelerometer for general purpose vibration measurements and presents some accelerometers to consider.
Characteristics of a General Purpose Accelerometer
When measuring vibration on rotating equipment such as motors, pumps, and generators, the most common measurement location(s) are on the shaft bearing housing(s) at the shaft centerline. At this location, typical vibration levels perpendicular to the shaft are < 100 g and the frequency range of interest is < 5000 Hz. A general purpose single axis piezoelectric accelerometer with either a 10 mV/g or 100 mV/g sensitivity fits this criteria.
Other characteristics to consider are size, mounting options, cable connections, grounding, and cost. Several mounting options are available. They include magnetic bases, adhesive bases and stud mounts. The mounting option you choose affects the frequency range of your accelerometer measurements. The table below shows typical frequency limits for accelerometer mounting methods.
Mount Type
Typical Frequency Limit
Magnet
2,000 Hz
Adhesive
5,000 Hz
Stud
6,000 Hz
5 General Purpose Accelerometers
The table below shows some examples of stud mounted general purpose piezoelectric accelerometers. These accelerometers all have a female 10-32 coaxial / microdot connector. It is important to note that this is not a complete list of accelerometers and there are many options available from each manufacturer. I would encourage you to go to the websites linked in the table and see what’s available.
Last week our team successfully and safely installed another Boiler Monitoring System (BMS). This system, a Sootblower Fouling Detection (SFD) system, monitors structural and vibration sensors that quantify the boiler’s response to sootblower operations. The SFD system analyzes the boiler response data and outputs Key Performance Indicators (KPIs) such as fouling level, sootblower efficiency, and sootblower health to automated boiler cleaning systems.
This boiler uses over 50 sootblowers located at different elevations to clean soot build-up from boiler steam tubes. Since the vibration measurement locations are relatively far apart, the SFD system requires a distributed monitoring system consisting of several junction boxes that monitor and process data for groups of sensors. One team of engineers mounted the vibration sensors to the sootblowers and confirmed communication back to a local junction box containing the National Instruments condition monitoring hardware. The other team installed the junction box panels and terminated the sensor cables.
After all the sensor installations and terminations were completed, each sensor’s location and calibration were verified. While the sensor verification was being completed, one engineer worked with the mill IT department and the controls engineer to establish remote connection to the system and confirm communication with the mill’s automated cleaning system.
After commissioning the system and returning to our home base, our engineers are now monitoring the system through a VPN connection and assisting boiler operators with optimizing their cleaning process.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.
















{kind=link}
{kind=link}